
ČSN EN ISO 9015-1 (měření tvrdosti svarových spojů dle Vickerse a Brinella)
Nejvhodnější metodou měření tvrdosti svarových spojů je metoda měření tvrdosti dle Vickerse (ISO 6507-1) popřípadě je možné použít i metodu zjišťování tvrdosti dle Brinella (ISO 6506-1). Obvyklé zkušební zatížení v případě zjišťování tvrdosti dle Vickerse je 49,03N nebo 98,07N (HV5 nebo HV10). V případě zkoušky tvrdosti dle Brinella je pak vhodné zatížení například HB2,5/15,65 nebo HB1/2,5. Měření tvrdosti svarových spojů pomocí těchto dvou metod je popsáno v normě ČSN EN ISO 9015-1.
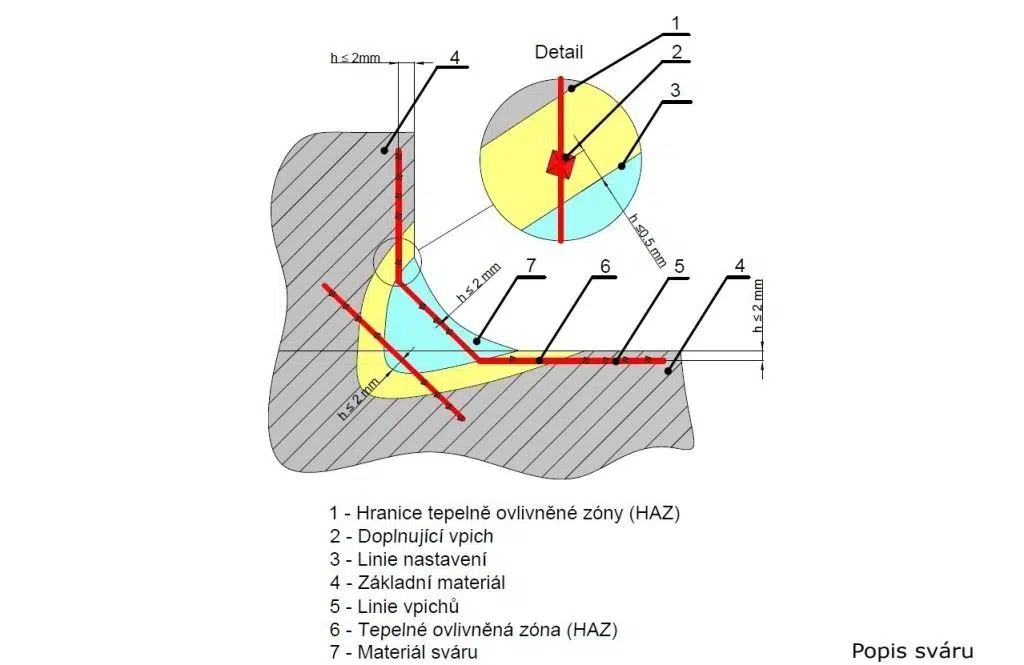
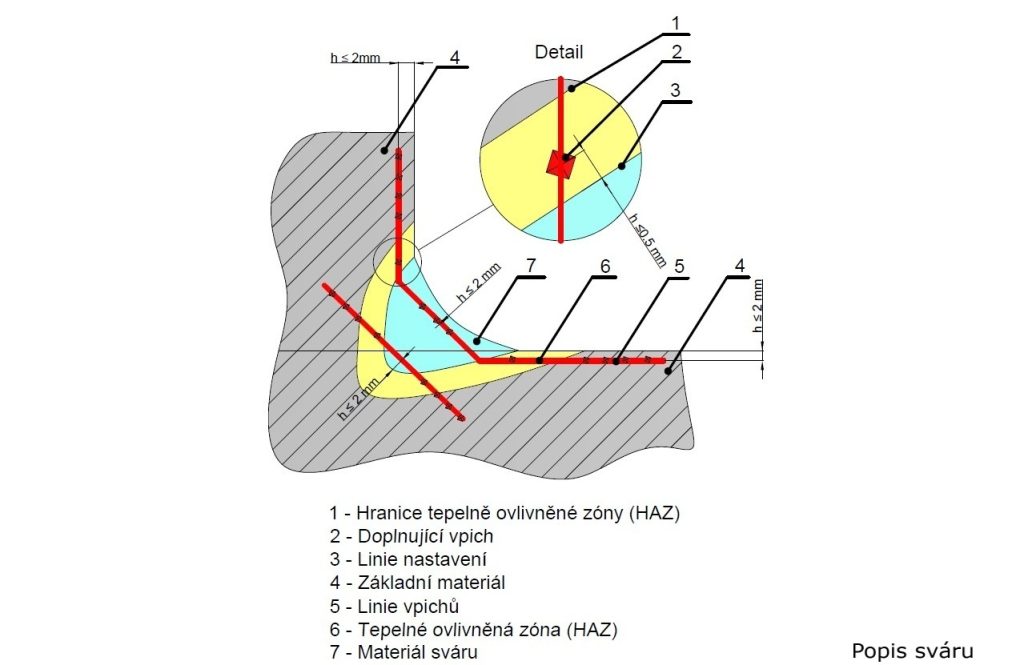
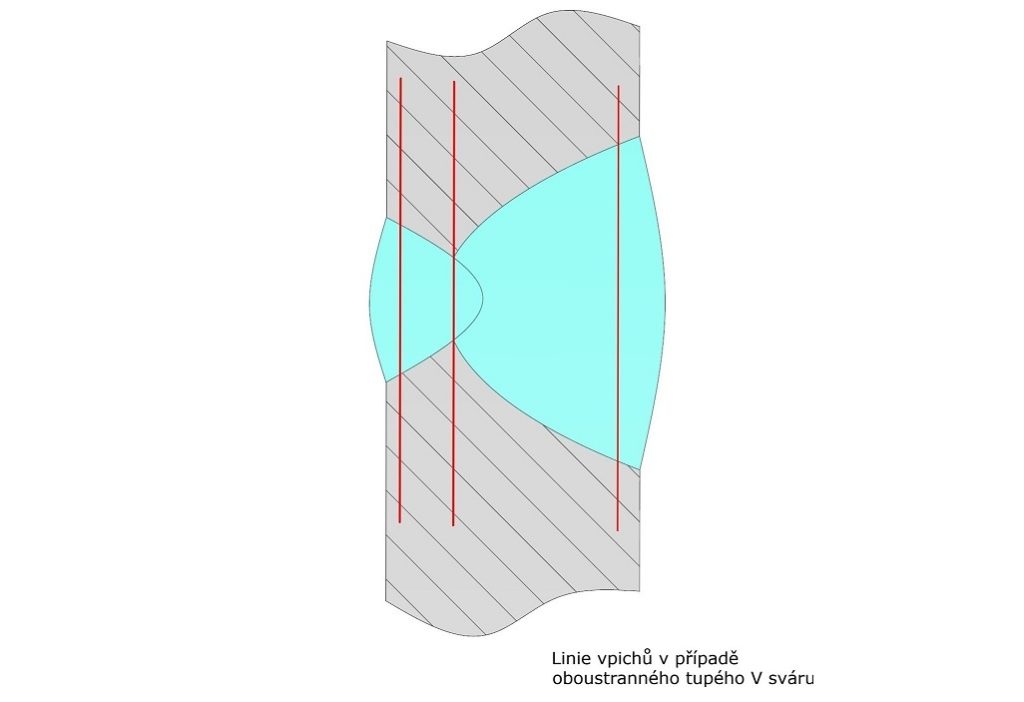
Norma definuje dvě možnosti provádění vpichů. Buď R (řada vpichů) nebo E (jednotlivé vpichy). V případě provedení zkoušky pomocí řady vpichů norma definuje vzdálenost mezi vpichy, která se liší v závislosti na materiálu, dále pak umístění a tvaru linie vpichů.
Dále je vždy nutné provést alespoň dva doplňující vpichy, které se nachází ve vzdálenosti menší než 0.5 mm od linie nastavení (viz obrázek vpravo).
V případě jednotlivých vpichů nebo skupiny vpichů (E) norma opět definuje jejich umístění, přičemž v každé zóně (základní materiál, tepelně ovlivněná zóna, materiál sváru) musí být změřeno dostatečné množství bodů tak, aby výsledky měření byly reprezentativní.
ČSN EN ISO 9015-2 (měření mikrotvrdosti svarových spojů dle Vickerse)
V případě použití metody měření mikrotvrdosti dle Vickerse je princip stejný jako v již výše zmíněném případě. Rozdíl je pouze v zatížení a umístění jednotlivých vpichů.
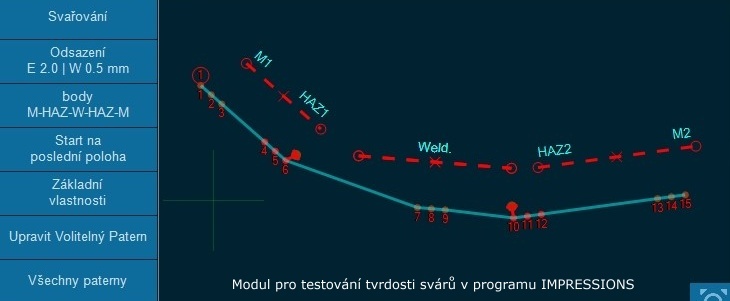
Měření dle těchto norem je možné například pomocí tvrdoměru FALCON 600, v jehož programu je již obsažen modul pro měření tvrdosti svárů. Díky tomu lze měření provádět snadno a rychle bez nutnosti další konfigurace přístroje.





















































{kind=link}