
Tato technologická zkouška se používá při kontrole kvality k posuzování shody MFI s hodnotami inspekčního certifikátu daného polymeru deklarovaného výrobcem pro výrobu konečných výrobků. Je však důležité poznamenat, že smykové rychlosti jsou při této zkoušce mnohem nižší než v běžných výrobních podmínkách. Pro sledovaní chování těchto materiálů během jejich skutečného používání (např. technologie vstřikovaní, vytlačování plastů a kaučuků) se využívají kapilární reometry, které poskytují úplný obraz o vztahu mezi viskozitou a smykovou rychlostí v širokém rozsahu podmínek.


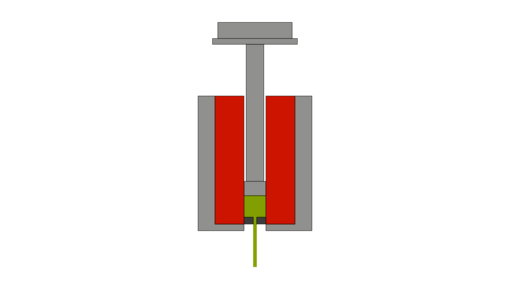
Objemový index toku taveniny (MVR): Rychlost vytlačení taveniny skrz kapiláru definované délky a průměru za předepsaných podmínek teploty, zatažení a polohy pístu ve válci výtlačného plastometru. Rychlost se stanovuje jako vytlačený objem látky za určený čas. Výsledky se udávají v cm3/10 min.
Hmotnostní index toku taveniny (MFR): Tavenina je vytlačena skrz kapiláru definované délky a průměru za předepsaných podmínek teploty, zatažení a polohy pístu ve válci výtlačného plastometru, V určitých časových intervalech se oddělují odřezky, které jsou následně zvážené, a vypočítá se rychlost vytlačovaní v g/10 min.
Metoda A
Nejdříve je potřeba vyhřát zkušební válec na zvolenou teplotu minimálně po dobu 15 minut. Následně se válec naplní materiálem podle předpokládané hodnoty MFR nebo MVR (viz norma ČSN EN ISO 1133-1). Během plnění válce testovaným materiálem je potřeba co možná nejvíce zabránit přítomnosti vzduchu v materiálu. Proto by nemělo plnění trvat déle než 1 minutu. Doba předehřevu 5 minut začíná hned po naplnění válce. Píst (zatížený nebo nezatížený – v závislosti na indexu toku taveniny) se spustí do válce. Tavenina materiálu je vytlačená skrz kapiláru definované délky a průměru za předepsaných podmínek teploty a zatížení. V časových intervalech se odřezávají struny, jejichž délka je minimálně 10 mm. Jednotlivé odřezky po ochlazení zvážíme. Pro výpočet průměrné hodnoty hmotnosti odřezků potřebujeme minimálně 3 ks.
Hmotnostní index toku taveniny (MFR) [g/10 min] je dán rovnicí:

Objemový index toku taveniny (MVR) [cm3 /10 min] je dán rovnicí:

Metoda B
Nejdříve je potřeba vyhřát zkušební válec na zvolenou teplotu minimálně po dobu 15 minut. Následně se válec naplní materiálem podle předpokládané hodnoty MFR nebo MVR (vii norma ČSN EN ISO 1133-1). Doba předehřevu 5 minut začíná hned po naplnění válce. Píst (zatížený nebo nezatížený – v závislosti na indexu toku taveniny) se spustí do válce. Tavenina materiálu je vytlačená skrz kapiláru definované délky a průměru za předepsaných podmínek teploty a zatížení. Podstatou této metody je stanovení jak hmotnostního (MFR), tak i objemového (MVR) indexu toku taveniny. Měření se vykonává následovně:
1) Měří se vzdálenost, kterou přejde píst za stanovený čas.
2) Měří se čas, za který píst přejde stanovenou vzdálenost.
Objemový index toku taveniny (MVR) [cm3 /10 min] je dán rovnicí:

Hmotnostní index toku taveniny (MFR) [g/10 min] je dán rovnicí:

Video se záznamem z měření si můžete prohlédnout ZDE
























































{kind=link}